
Laadun parannus, Quality Improvement, on väärin ymmärretty vai onko!? Laadun parannus Six Sigma -tasolle on radikaalia systeemin ja prosessin suorituskyvyn muuttamista niin, että se tuottaa jatkuvasti parempia palveluja ja tuotteita virhetasolla, joka on pienempi kuin 0,00034 % = 3,4 DPMO, virhettä miljoonaa virhemahdollisuutta kohden (DPMO = defects per million opportunities).
”Six Sigman tarkoitus on parantaa liiketoimintaa ja laadunhallinnan tasoa ja tuottaa enemmän voittoa ratkaisemalla vakavia liiketoiminnan ongelmia, joita on voinut esiintyä pitkän aikaa”. (SFS ISO 13053-1-2)/1/.
Jotta tämä onnistuu, tarvitaan organisaatio ja osaaminen, jonka ydinrungon muodostavat Six Sigma Championin johdolla Six Sigma Black Beltit ja heidän apunaan Green Beltit. Organisaatio, tehtävät ja osaaminen kuvataan SFS ISO -standardissa. Laatua on kuitenkin parannettu lukuisilla muillakin radikaaleilla systeemimuutoksilla.
Lopputarkastus ja parantaminen
Tyypillinen teollisuuden ja hallintoviranomaisten tuntema tapa parantaa toimintaa, on lisätä palvelu- tai tuoteohjaus eli tarkastus prosessiin – lisää lopputarkastuksia, nopeusvalvontakameroita, säädöksiä, määräyksiä (ja kustannuksia!). Tämän idean toi ensimmäisen kerran esille G.S. Radford 1922/2/. Kyseessä on ”detection control” tai ”after-the-fact-inspection” -toiminta, josta olemme lukeneet betoniongelmienkin yhteydessä. Nyt ilmeisesti siltoja, betonirakenteita, taloja erotellaan hyviin ja huonoihin – purettaviin, korjattaviin ja uudelleen rakennettaviin. Parantamista tämäkin, mutta kallista kuluttajalle ja yhteiskunnalle!

Laadun tuoteohjaus tapahtuu ns. numeerisessa maailmassa eli ”menneessä”. Kyseessä on ”vanha” laadunvalvonta, jossa osa- tai lopputarkastuksen keinoin pyritään konkreettiset, vialliset tai virheelliset osat ja tuotteet poistamaan ennen asiakkaalle toimittamista ja mahdollisesti osa korjataan ja/tai romutetaan.
Kriittistä tuoteohjauksessa on, pystyykö mittaus tuottamaan signaalia, jolla hyvät vaatimusten, speksien ja piirustusten mukaiset osat/tuotteet/palvelut voidaan erotella huonosta. Yleensä ei! 10-30 % viallisista tuotteista menee läpi asiakkaille kuten olemme viimeaikoina havainneet ja toisaalta, hyviä tuotteita ja palveluja hylätään turhaan.
Mikähän oli ja on betonimassojen ja betonin mittauksien suorituskyky, jos mittauksia nyt yleensä tehtiin oikein? Nopeusvalvontakameroistakaan ei suorituskykyä ole näkynyt missään! Mittauksen suorituskyvyn voi määrittää ja laskea Minitab 17 -ohjelmalla käyttämällä MSA-analyysiä. Analyysi kertoo selkeällä väripalkilla, onko mittauksella mahdollista erotella osia ja toisaalta voiko mittauksilla ohjata prosessia niin, että virheellisiä tuotteita ei tule. Helppoa kuin heinänteko!


Kuva 2. Prosessin ohjauksen mittaus ja tarkastusmittaus
Kuvassa 2 A) Mittauksella ”hädin tuskin” voidaan ohjata prosessia ja mittaus ei mahdollista huonojen osien/palvelujen erottelua hyvistä (vasen kuva). B) Mittauksella voidaan ohjata prosessia kohtuullisesti ja erottaa hyvät osat/palvelut huonoista hyvin (oikea kuva).
Prosessin ohjaus ja parantaminen
Prosessin ohjaus luotiin 16.5.1924, kun tri Walter A. Shewhart esitteli systeemiteoriaan (suhteellisuusteoriaan ja kvanttimekaniikkaan) perustuvan ohjaustavan, jonka osuva nimi on ”Valmistetun tuotteen laadun taloudellinen ohjaus” (Economic Control of Quality Of Manufactured Product)/3/. Prosessiohjauksessa keskeistä on, että prosessin vaihtelua ”stabiloidaan” ohjausrajojen avulla (kuva 1) ja prosessisäätö/korjaus tehdään, jos ja vain jos ohjausrajat ylitetään tai alitetaan. Prosessissa on tällöin erityissyy, siis ei välttämättä tuotevirhe tai -vika. Prosessiohjauksella pyritään ennakoimaan, että virheitä ei synny. Prosessiohjaus on säätötekniikkaa. Tunnetaan myös ennaltaehkäisynä tai TQM:nä. Prosessiohjaus tapahtuu analyyttisessä maailmassa eli ”huomisessa”. Edellisessä artikkelissa ”Unohdettu laadunohjaus”/4/ käsittelin aihetta. Prosessiohjauksella päästään n. 10 x parempaan laatutasoon kuin laadun”valvonnalla”. Siis 1-5 % virhetasoon ja huomattavasti halvemmalla, taloudellisemmin!
Jotta prosessi tuottaisi hyviä tuotteita ja palveluja on stabilointivaatimuksen lisäksi prosessin suorituskyky (6σshort term=UCL – LCL) oltava riittävän hyvä tuotevaatimuksiin (toleransseihin T- ja T+) nähden. Tätä suhdetta toleranssiväli/ohjausrajaväli kutsutaan suorituskykyindeksiksi, capability index Cp =(T+ – T-)/(6σshort term). Suorituskyvyn muodostaa systeemi, joka on suunniteltu (tuote, palvelu, tuotantolaitos, prosessi, kone) tai se on syntynyt pitkän ajan kuluessa (ihminen, organisaatio, käyttäytymistavat).
Sana ”kyky” (capability) viittaa huomiseen tai suunnitelmaan huomisesta.

Tyypillisesti suomalaisessa teollisuudessa Cp-indeksi on 0,4-0,5, jolloin virheellisiä tuotteita tulee noin 20-30 % , josta tarkastuksella yritetään poimia hyviä. Tämä ei-hyväksyttävä ilmiö on seurausta tuote ja prosessisuunnittelun eriytymisestä. Kuvasin ”uutta” parempaa suunnittelutapaa artikkelissa ”Asiakastarpeesta tuotteeksi integroidulla T&K -prosessilla”./5/
Suorituskyvyn parannus eli breaktrough -parannus (Six Sigma)
Six Sigmassa vakavilla liiketoiminnan ongelmilla tarkoitetaan suorituskykyongelmia, jotka syntyvät edellä olevasta tuote- ja prosessisuunnittelun eriytymisestä, joka synnyttää ongelmia ja kustannuksia, jotka on arvioitu n. 15-35 % liikevaihdosta. Prosessin suorituskyky ei riitä tuottamaan taloudellisesti ja tehokkaasti suunniteltuja tuotteita ja palveluja. Syntyy valtavasti hukkaa.
Six Sigmassa suorituskykyindeksiä parannetaan Cp>2, jolloin virheitä on vähemmin kuin 0,00032 % ja yrityksen huonon laadun kustannukset alenevat merkittävästi ja voitto kasvaa. Tästä on kysymys SOTE:ssa, Talvivaarassa ja hyvin monessa yrityksessä. Laatukustannukset ovat valtavat!
Miten parannus on mahdollista toteuttaa? Tohtori J. M. Juran löysi parannuksen universaalin, reseptin, 1964,/6/ josta myös Six Sigma on lähtöisin. Motorola rekisteröi Six Sigma -menetelmän 15.1.1987 omaksi ”brändiksi”.

Miten parannus on väärin ymmärretty? Tapahtuma vai systeemi?
Olen havainnut hyvin monien henkilöiden pyrkivän parantamaan toimintaa etsimällä jotain erityistä syytä tai seikkaa ongelmanratkaisumenetelmillä, jota käytetään ohjauksessa erityissyihin tai reklamaatioiden selvittämiseen. Kuvasta 4 havaitaan, että Juranin löytämät prosessit ovat aivan erilaiset ja myös olosuhde. Ohjauksessa on 5 kohtaa ja parannuksessa 6 kohtaa. Myös metodi on täysin erilainen.
Ohjauksessa on kysymys tapahtumasta (event), jokin on muuttunut ja ilmeiselle muutokselle haetaan syytä. Kutsumme menettelyä ongelmanratkaisuksi ja tekniikoita on esim. 7 laatutyökalua, 8D, Kepner-Tregoe, ATS (Analyyttinen vian etsintä) jne.
Parannuksessa kysymys on systeemistä, rakenteesta, jossa tapahtumat, elementit ovat sidoksissa toisiinsa keskinäisvaikutuksilla ja keskinäisvaikutus on oleellista. Keskinäisvaikutusta kutsutaan myös palautteeksi, feedback. Mitään muutosta ei ole löydettävissä. Virheet, poikkeamat aiheuttaa rakenne.

Kun D-ilmiö tapahtuu, voidaan se selittää kausaaliketjulla. C on syy ja A ja B ovat juurisyitä (Root causes). Systeemissä käyttäytymisen D sanelee palautelenkkien eli feedbackien rakenne. Juurisyitä (Root causes) eivät ole yksittäiset tapahtumat (A, B, C, E), vaan ne ovat voimia, jotka syntyvät tietyistä palautelenkeistä (feedback). On valitettavaa, että juurisyy-käsitteellä on kaksi erilaista merkitystä!
Parannuksessa eli Lean Six Sigmassa haetaan ”feedbackien” rakennetta eli kansanomaisemmin tekijöiden yhdistelmää, keskinäisvaikuksia, jotka saavat aikaan suorituskyvyn. Työkalu tähän on DoE eli Design of Experiments, jonka R. A. Fisher kehitti 1920-luvulla. DoE on ainoa keino, jolla keskinäisvaikutukset voidaan huomioida ulostulon optimoinnissa. Vähintään kahta tekijää on muutettava samanaikaisesti, jotta keskinäisvaikutus saadaan näkyviin!
Feedback-rakenteen ja systeemin ymmärtämiseksi esitetään usein vesilasin täyttämisprosessia, jossa on kolme ”tapahtumaa” – vesilasi, henkilö ja hana (tai kannu).

Ihminen luo pääsääntöisesti mallin toiminnasta sen perusteella, mitä näkee. Siis tapahtumat/asiat (event). Ihminen, hana/kannu ja lasi. Kun lasia täytetään, ajatellaan perinteisesti, että hanan kääntäminen on tärkeää kunnes lasi täyttyy. Onko näin?
Tästä tapahtumamallista puuttuu oleelliset keskinäisvaikutukset (interaction, feedback), joista systeemin, lasin täyttämisen, suorituskyky muodostuu. Tärkeät näkymättömät tekijät – haluttu vesitaso, hanan asento, veden virtaus ja täyttyvän veden pinta puuttuvat tapahtumaperusteisesta kuvasta. Kun nämä ”näkymättömät” elementit on mukana, lasi täyttyy virheettömästi. Ja näinhän sinäkin toimit, kun täytät lasia! Monta muuttuvaa asiaa on huomioitava samanaikaisesti!
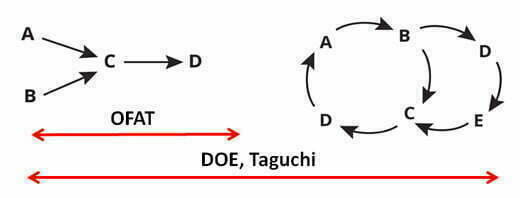
Usein kuulen yrityksissä, että tuotteita ja prosesseja pyritään parantamaan muuttamalla vain yhtä tekijää kerralla. Tätä kutsutaan hypoteesitestaukseksi tai yksimuuttuja testiksi eli OFAT-testiksi (One Factor At a Time)./8/ Näin toimivat myös operaattorit, jotka yrittävät säätää koneita ja prosesseja, jotta virheiden määrä vähenisi. Valitettavasti tällä tekniikalla on kolme keskeistä heikkoutta:
- Yksimuuttujatesti vaatii paljon enemmin testejä saman tarkkuuden saavuttamiseksi kuin DoE
- Ei voida määrittää keskinäisvaikutuksia
- Voi hävittää tekijöiden optimiasetuksen
Älkää käyttäkö koneiden, prosessien säätämiseen ja parantamiseen yksimuuttujatestejä vaan DoE:a (Taguchia) /9,10/, jos muutettavat ja säädettävät tekijät ovat tiedossa ja niitä on enemmin kuin 1. Ei toimi!
Jos tekijät eivät ole tiedossa, silloin on syytä käyttää Lean Six Sigmaa eli ”laajennettua” DoE:a .
Lean Six Sigma -prosessi
Oleellinen ja kaikkein tärkein seikka parannusta haettaessa on huomioida systeemi eli keskinäisvaikutukset. Tämä tapahtuu monimuuttuja kokeen eli DoE:n (Taguchi) avulla.
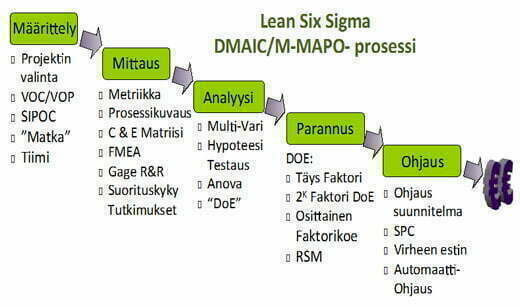
Monimuuttujakoe eli DoE on keskeinen osaamisalue Six Sigma Black Belt -kurssilla ja ei yleensä kuulu Green Belt -koulutukseen (ISO 13053) . Meidän (QKK) Green Belt -koulutukseen kuitenkin DoE kuuluu tosin paljon suppeampana kuin BB -kurssilla, jossa koesuunnittelua opetetaan 8 päivää eli yhtä paljon kuin koko GB -kurssi kestää.
Yhteenveto
Laadun parannuksella tarkoitetaan hyvin eritasoisia ja erilaisia tapahtumia, josta jo sinällään on perustaksi väärinkäsityksille ja myös väärien konseptien, menetelmien ja työkalujen käytölle.
Lean Six Sigma (Six Sigma) on tarkoitettu ”parantamaan liiketoimintaa ja laadunhallinnan tasoa ja tuottamaan enemmän voittoa ratkaisemalla vakavia liiketoiminnan ongelmia, joita on voinut esiintyä pitkän aikaa”.
SFS ISO 13053: Prosessin Kehittämisen Kvantitatiiviset Menetelmät. Six Sigma:
”Laadunhallintajärjestelmästandardeissa ISO 9000 ja ISO 9001 (2015) määritellyissä laatuperiaatteissa edellytetään tosiasioihin perustuvaa päätöksentekoa, prosessimaista toimintamallia laadun saavuttamiseen sekä jatkuvaa parantamista”.
”Tämä (ISO13053, Six Sigma) voi myös auttaa yritystä parantamaan jatkuvasti nykyistä järjestelmäänsä, mikä on myös yksi standardin ISO 9001 vaatimuksista. Tätä menetelmää noudattavat yritykset saavuttavat yleensä suuremman tuottavuuden, paremman asiakastyytyväisyyden ja vakaan markkina-aseman”.
Tähän Sinä lukija voit vastata! Onko laadunparantaminen ja erityisesti Lean Six Sigma todella ymmärretty väärin? Tietävätkö laadun ammattilaiset, mitä ISO 9001:2015 parantaminen tarkoittaa? Mitä laadun parantamisella Suomessa tarkoitetaan tavallisen kansalaisen, työntekijöiden, päälliköiden, yritysjohtajien puheessa?
Lähteet:
- SFS-EN ISO 13053: PROSESSIN KEHITTÄMISEN KVANTITATIIVISET MENETELMÄT. SIX SIGMA.
- G.S. Radford: The Control of Quality in Manufacturing; 1922
- Walter A. Shewhart: Economic Control of Quality Of Manufactured Product; 1931
- Artikkeli: Unohdettu laadunohjaus?!
- Artikkeli: Asiakastarpeesta tuotteeksi integroidulla T&K-prosessilla
- J. M. Juran: Managerial Breakthrough; 1964
- Joseph A. Defeo; Juran’s Quality Handbook – The complete guide to performance excellence, Seventh Edition (2016)
- Artikkeli: Muutanko yhtä tekijää vai useita tekijöitä? OFAT vai DoE?
- Artikkeli: Koesuunnittelu – Tehokas prosessin sekä datankeräys- ja analysointimenetelmä
- Artikkeli: Kokeilua vai koetoimintaa?

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.