
Lean Six Sigma -menetelmä on keino ja tehokas täsmäisku suorituskyvyn parantamiseen vaativassa kohteessa. Menetelmän tavoite ja keinot poikkeavat merkittävästi yksittäisen ongelman poistamisesta, juurisyyanalyysistä. Menetelmä pitää sisällään parannuksen perustan kannalta monia tärkeitä elementtejä.

Lean Six Sigma on tulosorientoitunut projektiperusteinen menetelmä priorisoida useissa tasoissa:
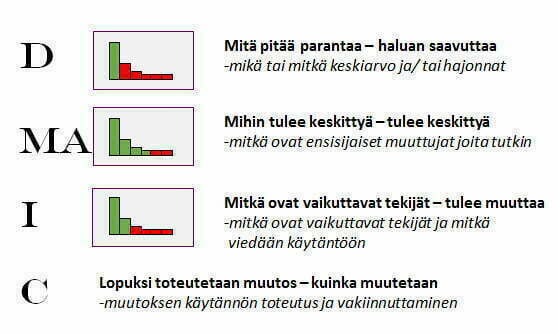
- Mitä pitää parantaa (mikä on liiketoiminnan kannalta oleellinen tällä hetkellä),
- Mitkä ovat keskeiset muuttujat, joihin tällä hetkellä tulee keskittyä (ongelman asettamisen jälkeen huomio siirretään syihin eikä seurauksiin)
- Suunnitellaan muutos tunnistettuihin tekijöihin ja testataan muutos käytännössä vaikuttavuuden selvittämiseksi (havaintoperusteinen [empirismi*)] prioriteetti) ja lopuksi
- Suunnitellaan muutoksen toteutus ja varmistetaan sen toimivuus
*) loogisen päättelyn ja/ tai uskomuksen sijaan päätös perustetaan havaintoihin
Lean Six Sigma tuo ohjenuoran, tai niin kuin nykyään usein kuulee puhuttavan; tiekartan. DMAIC-toteutusstrategia ohjaa kohti onnistunutta muutosta. Lean Six Sigman vankka pohja on suunnitellut kokeet (DoE), ja tehokkuutta haetaan monimuuttujakokeilla. Kun ymmärtää kokeet ja näkee niiden vaikutuksen tuloksiin, havahtuu usein nähtyyn erheeseen. Mikä erhe on? Uuden tiedon luominen ja käyttöönotto menevät sekaisin, koska koetoiminta on väärinymmärretty ja pahimmillaan unohdettu.
Kaksi ”ympyrää”
1800-luvulla tuottavuus ja elintaso alkoivat nousta ennätyksellistä tahtia, kun 1600-luvulla siirryttiin päättelystä ja uskomuksista empirismiin. Tiedon määrä ja ymmärrys kasvoi, kun kokeet ja testit paljastivat päättelyvirheet.
Syntyi tieteellinen metodi, jonka perusta on, että parannusideat (otaksumat, oletukset, hypoteesit) tulee testata ennen hyväksi toteamista ja ennen käyttöönottoa.
Laatugenressä näyttelee keskeistä osaa PDS/CA-ympyrä, jonka tähän muotoon kehitti alkujaan tohtori Walter A. Shewhart. Tohtori W.E. Deming teki tästä populaarin ja osin siksi kirjassa kuin kirjassa nykyään nähdään PDS/CA-ympyrä. Tämä ympyrä pyörii kuvissa ja teksteissä. On huomattava, että luvattoman usein tämä on sekoitettu SDCA-ympyrään. Näillä kirjainlyhenteillä on ratkaiseva ero.
PDSA-ympyrän päämääränä on luoda uutta tietoa, ymmärrystä. SDCA -ympyrä keskittyy jo hyväksi tiedetyn toimenpiteen käyttöönottoon ja vakiinnuttamiseen. On suuri virhe, jos nämä ympyrät menevät sekaisin. Useissa kirjoissa ja luentoesityksissä tämän ikävän sekoittumisen havaitsee.
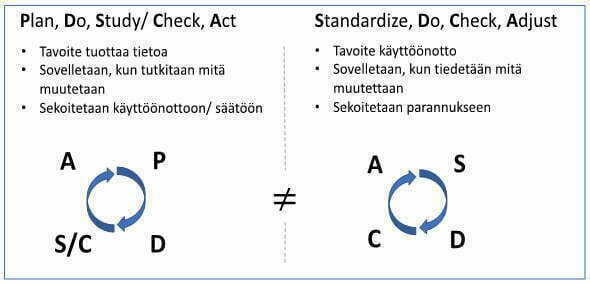
Usein havaittavat virheet näiden kehien toteutuksessa on, että päämäärä ja sitä myötä toteutus ovat sekaisin. Jos idea, joka ei ole testattu, otetaan heti käytäntöön (sovelletaan SDCA:ta) ja sitä jatkuvasti korjataan, parannus jää haaveksi. Juuri testaus ja käyttöönotto eli Do-vaihe on usein sekoitettu. Tästä seuraa, että A-vaihe menee myös sekaisin. A eli Act pitäisi olla päätös joko kehittää uusi idea, koska idea ei toiminut tai päätös toteutuksesta on muuttunut säätämiseksi tai korjaamiseksi. Näiden kahden kehän erot ovat merkittävästi erilaiset! Kysymys on kahdesta eri prosessista parannuksesta ja jo tunnetun toimivan idean käyttöönotosta.
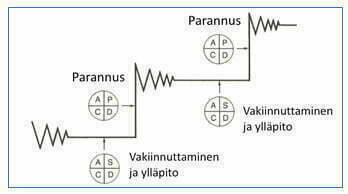
PDSA ja SDCA -ympyröiden yhteys. Ensin tulee tutkia mikä vaikuttaa, jonka jälkeen tulee kehittää käytäntö, kuinka muutoksesta tehdään yhtenäinen (PDSA –> SDCA). Vastaavasti, jos huomataan, että käytäntö ei toimi ja suorituskykyä tulee nostaa ja stabiloinnilla ei saavuteta riittävää tasoa, siirrytään parannukseen (SPCA –> PDSA).

Yhteenveto
Lean Six Sigma -metodissa DMAIC-prosessin aikana toteutetaan useilla tasolla tärkeää priorisointia. Ensimmäinen prioriteetti koskee sitä mitä pitää parantaa. Toinen sitä mitä tulee tutkia, jonka jälkeen siirrytään testien/kokeiden kautta käyttöönottoon. DMAIC-prosessi jaksottaa liiketoiminnan tavoitteet (poistaa päämääräämättömyyttä), tutkimisen (poistaa mielipidettä ja uskomuksia) ja käyttöönoton (poistaa suunnittelematonta muutosta) toisiinsa ja tulosten varmistamiseksi.
Lean Six Sigmaa on testattu ja harjoitettu vuosia (30 vuotta). Tämä päämäärälähtöinen menetelmä, jota tukevat tilastolliset ja ei-tilastolliset työkalut, on keino toteuttaa tieteellisen menetelmän soveltamista, ja on omiaan tänä päivänä jokaisen laatu- ja kehitysammattilaisen osaamisen listalla. Lean Six Sigma opettaa sinulle, kuinka luot uutta tietoa kohteesta kuin kohteesta paljon tehokkaammin kuin aiemmin.
Lähteet:
- Masaaki Imai, Kaizen: The key to Japan’s competitive success, 1986
- Ronald Moen, Thomas Nolan: Quality Improvement Through Planned Experimentation, 2012

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.