
Onko Lean hukan metsästämistä? Ei! Hukka on oire, joka johtaa meidät ongelmien luokse, jotka täytyy ratkaista.
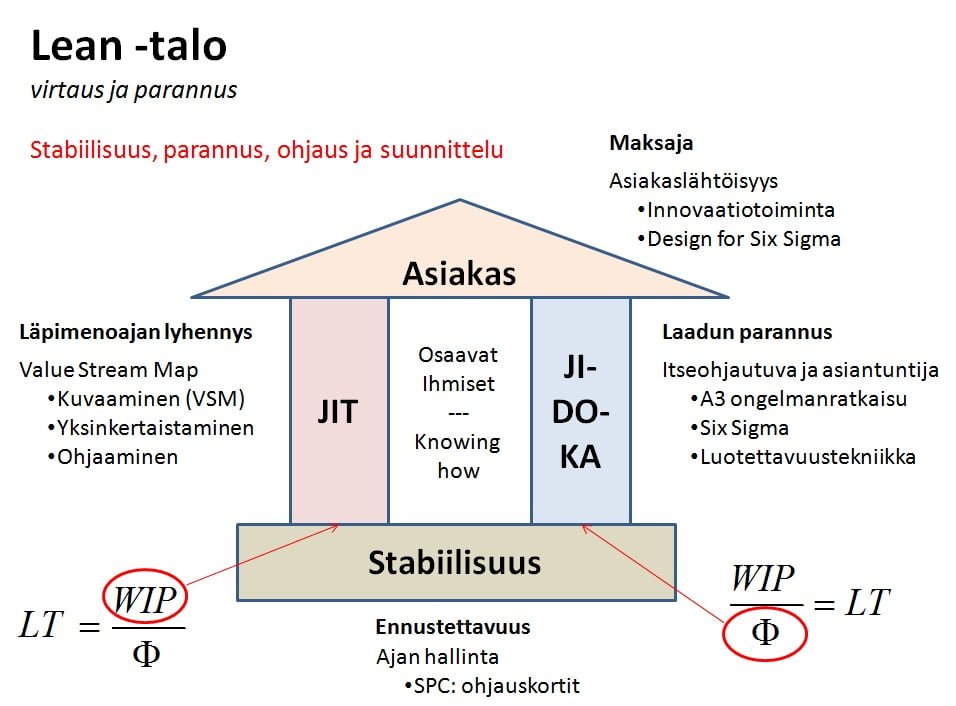
Tämä yleensä esitetään Lean-talolla. Mutta miten talo ymmärretään tai halutaan ymmärtää. Aiheesta voisi kirjoittaa kirjan tai kirjaston, mutta esitän virtauksen ja parannuksen yhteyden Lean-talon avulla. Aukaisen, mitä nämä pylväät JIT ja JIDOKA tarkoittavat ja miksi ne lepäävät stabiilin alustan päällä ja miksi katolla makaa asiakas.
Kuinka moni tietää että Toyotan johto oli vaikuttunut Tohtori W. Edwards Demingin ajatuksista toisen maailmansodan jälkeen, kun Deming oli pitkiä aikoja luennoimassa Japanissa? Kirjassaan ”Out of The Crisis” Deming toteaa ensimmäisellä sivulla, että organisaatioiden tulee tehdä vähemmän hukkaa (waste). Tämä hukka jakautuu kahteen luokkaan, menetetty aika ja asiat tehdään moneen kertaan. Päästääkseen näistä eroon täytyy pystyä vähentämään jatkuvasti epäonnistumisia ja vähennettävä ylituotantoa. Ja tässä järjestyksessä, koska epäonnistumisista johtuu varautuminen, eli ylituotanto. Täydellinen onnistuminen mahdollistaa ylituotannottoman toiminnan.Lean-talo esittää tämän ajatuksen. Talo sisältää kaksi pylvästä JIT – juuri oikean aikaan, juuri oikea määrä, oikeanlaisia tuotteita – mikä tarkoittaa ylituotannon estoa ja JIDOKA – laadun parannus – organisaation ihmiset jatkuvasti parantavat laatua, onnistumistodennäköisyyttä. Deming on aina korostanut vaihtelun merkitystä ja analyyttistä tutkimusta (kausaalianalyysiä), olihan hän Shewhartin työnjatkaja.
Jidoka kuvaa analyyttistä tutkimusta ja vastatoimenpiteitä, jos stabiilisuus horjuu. Talon pohja taas edustaa vaihtelun hallintaa ajanfunktiona – stabiilisuus. Talo ei voi pysyä pystyssä, jos se ei ole stabiililla pohjalla. Ylituotannon poistaminen ei ole mahdollista (radikaalisti), jos systeemi ei ole ennustettava. Täytyy oppia käsittelemään vaihtelua. Täytyy ymmärtää vaihtelun teoria – tilastollisen prosessinohjauksen teoria (SPC). Tämä tarkoittaa vaihtelun käyttäytymistä, ei yksittäisten pisteiden selittämistä. Donald Wheeler käyttääkin SPC-korteista nimeä käyttäytymiskortit.
Katolla heiluu asiakas, joka maksaa toiminnan ja pakottaa organisaatiota muuttamaan toimintaa. Jos toiminta ei muutu tai uudistu, asiakas nostaa kytkintä ja vaihtaa toimittajaa. Jatkuvasti organisaation on pystyttävä sopeutumaan markkinoihin, eikä keksiä keinoja, kuinka suojaa omaa toimintaa ettei tarvitsisi muuttua.
H. James Harrington pohtii kolmiosaisessa artikkelisarjassaan, miksi laatujohtaminen ja -työkalut eivät auttaneetAmerikan autoteollisuutta. Heillä oli resurssit, ihmiset, ja osaaminen, mutta miksi ei onnistuttu. Yhdeksi syyksi hän toteaa, että fokus oli laatutyökaluissa, ei parannuksessa. Käytettiin työkaluja, mutta ei parannettu. Keskityttiin työkaluihin, ei työkaluun ja tulokseen. Tämä on hyvä huomio, sama kuin M. Rotherilla uusimmassa Quality Digest:n haastattelussa, jossa hän toteaa, että knowing how on tärkeämpi kysymys kuin knowing that. On siis tärkeämpää tietää kuinka kuin mitä. Tämä tarkoittaa mm. sitä, että käytetään valmista lomakepohjaa, jolla edetään sen sijaan, että ymmärrettäisiin tarina, miten edetään.
Yllä on kuvat länsimaisesta ja itämaisesta A3-raportista. Valmiissa lomakkeissa ei sinänsä ole mitään pahaa, täytyy kuitenkin ymmärtää, miten lomake auttaa kysymysten tekemisessä ja kysymyksiin vastaamisessa. Älä siis vain tee, vaan ymmärrä ensin ja tee sitten. Palauta mieleesi lapsena usein esille noussut kysymys miksi. Tämä kysymys johtaa sinua syvemmälle vertikaalisesti, eikä mitä, joka johtaa sinua eteenpäin horisontaalisesi. Molempia kysymyksiä täytyy painottaa sopivasti.
Tieto ja osaaminen ovat ihmisissä ja muu on mekaanista. Toyota Kata tarkoittaa parannus- ja sopeutumismallia. Sen täytyy olla rutiini ja käyttäytymismalli, joka vie yksilöitä eteenpäin ymmärtämisen tiellä. Menestys riippuu siitä, kuinka kyetään kehittämään uutta tietoa olemassa olevasta toiminnasta ja muuttamaan sitä tehokkaasti kohti parempaa. Tämä on sama päämäärä kuin ongelmanratkaisussa, jota iso joukko laatutyökaluista avustaa. Työkaluja täytyy hallita (knowhow) ja alistaa (do) ne ongelmanratkaisun alle. Työkalut ovat tilastollisia ja ei tilastollisia. Ilman tilastollisuutta ei voida käsitellä tulevaa ja taas ilman ideoita ei ole kysymyksiä. Tieto ja osaaminen tulevat ensin ja tekeminen sitten. Zenin sanoin: osaa mutta ei tee, tarkoittaa että ei osaa.
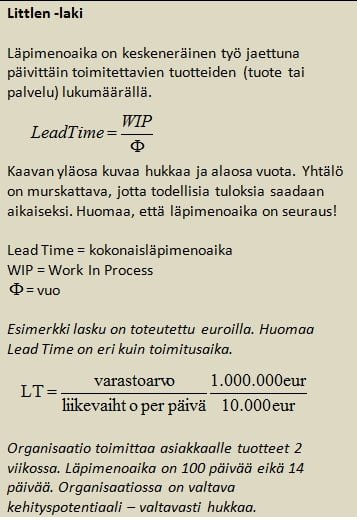
Eihän Suomessa vaan kaaduta samaan lankaan kuin Amerikan autoteollisuus. Hypätään innolla tekemään Leania sen sijaan, että ymmärretään kokonaisuus. Littlen laki on armoton ja paljastaa, onko organisaatio saanut aikaan parannusta vai ei. Jos läpimenoaika ei ole lyhentynyt, virtaus ei ole kasvanut ja/tai kapasiteettiä ei ole saatu lisää (ei tarkoita investoitua kapasiteettia). Hukkaa täytyy poistaa muuttamalla sen aiheuttajia, siis parantamalla toimintaa. Jos valitaan vain toinen pylväs Lean-talosta eli valitaan tekemisen tie, eikä molempia pylväitä eli ymmärryksen tietä, voi olla, että todelliset parannukset jäävät saavuttamatta.
Kaipaan julkiseen keskusteluun tuloksia esiin. Kuinka paljon läpimenoajat ovat lyhentyneet, ei vain toimitusajat (ks. kohta Littlen laki alusta). Huolehdithan, että organisaatiosi ei ajaudu, mitä tielle hankkimaan varastoja, järjestelmiä jne, jotka peittävät todelliset ongelmat. Kysy miksi ja ymmärrä kuinka, ja muuta se paremmaksi.
Lähteet:
- Jeff Liker; 04.27.2010; Quality Central or Peripheral Lean; www.qualitydigest.com,16.6.2010
- H. James Harrington; 08.03.2009; Are Quality Methodologies All Smoke and Mirrors – Part One; www.qualitydigest.com,16.6.2010
- H. James Harrington; 10.01.2009; Are Quality Methodologies All Smoke and Mirrors – Part Two; www.qualitydigest.com,16.6.2010
- H. James Harrington; 01.11.2010; Are Quality Methodologies All Smoke and Mirrors – Part Three; www.qualitydigest.com,16.6.2010
- Dirk Dusharme; 06.10.2010; A Kata for Developing Solution; www.qualitydigest.com,16.6.2010

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.