
Lean on varmaan 2000-luvun suosituimpia kehitysviitekehyksiä. Kaikilla on mielipide Leanista, mutta kysymys on, onko mielipide lähellekään oikeaa. Useat mielipiteet ovat hyviä, mutta ovatko ne riittävän kattavia suhteessa reaalimaailmaan, jotta saavutetaan yritysten päämäärät ja liiketoimintatulokset. Lean-tekoja näkyy, mutta missä ovat päämäärien toteutumiset ja liiketoiminnan tulokset?
Usein kuulee ja kirjoitetaan, että Leanissa ei pidä keskittyä työkaluihin. Se pitää varmaan paikkansa, mutta se ei ole koko totuus. Auto ei ole itseisarvo, mutta se on erinomainen työkalu liikkumiseen paikasta toiseen. Työkalu pitää vain alistaa päämäärän alle ja ymmärtää sen käyttö; tässä tapauksessa, suhteessa liikkumissysteemin tarpeisiin.
Professorit Bicheno ja Holweg käyvät läpi monia Leanin tärkeitä näkökulmia ja asioita The Lean Toolbox -kirjassa. Nostan kirjoituksessa esiin muutamia niistä ja kuvaan kuinka päämäärät ja tuotanto- tai palvelusysteemin käyttäytymistä säätelevät periaatteet, Lean-periaatteet ja työkalut rakentuvat ja suhteutuvat toisiinsa.
Leanin heikkous
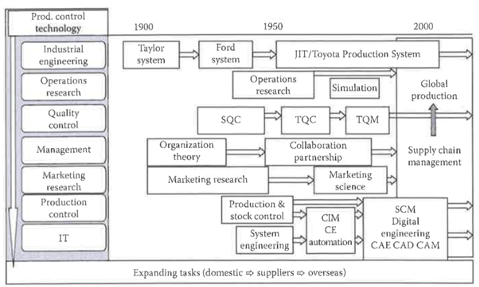
Olen pitänyt satoja tilaisuuksia, nähnyt tuhansia Leanin kanssa työskenteleviä ihmisiä ja pitänyt kymmeniä kahdenkymmenen päivän Lean-koulutuksia lyhyiden tilaisuuksien lisäksi. Poikkeuksetta törmään siihen, että Lean on nähty liian suurena suhteessa liiketoiminnan kokonaisuuteen. Tietoisuus ja ymmärrys Leanista on myös alhaista ja kapeaa. Tekee myös mieli kyseenalaistaa erialiset fraasit ”Lean on tie menestykseen” tai ”Vie mennessäsi ja tuo tullessasi” tai ”Lean on maalaisjärkeä”. Ovatko nämä fraasit olleet keino ja tiivis ydintieto valmistavan teollisuuden huikeaan tuottavuuden kasvuun, joka on saavutettu toisen maailman sodan jälkeen? Kuvassa 1 on pari otetta kirjallisuudesta, joilla kuvataan monimutkaisuutta ja useita ulottuvuuksia, joilla kasvu on rakennettu. Ensimmäisessä kuvassa on Toyotan prof. Kakuro Amasakan kuvaama tuotantojärjestelmä ja toisessa kuvassa professori Wiendahlin tehdassuunnittelun näkökulmat.

Lukuisat kirjat ja tutkimukset yhdessä Lean-kirjallisuuden kanssa avartavat Lean -näkökulmaa. Pelkästään Lean-asiantuntijan tietopohja Lean BoK , joka on kuvatta ASQ:n The Lean Handbook -kirjassa (ASQ, American Society for Quality; Lean BoK, The Body of Knowledge) auttaa hahmottamaan Leanin monimuotoisuuden ja eri tasot, siitä mitä pitäisi osata ja hallita ja mitkä ovat niiden painotukset eri käyttötarkoituksessa. (Katso artikkeli: Osaaminen, Lean-osaaminen). Pahimmillaan käy niin, että saadaan ideoita jostain kirjasta – yksi tai kaksi – ja ”sisäsiittoisesti” vahvistetaan tätä ideaa lukemalla samaa asiaa samoista lähteistä tai saman kirjoittajan asiaa saman käsittelevistä kirjoista. Leanista näyttää jostain syystä puuttuvan tieteellinen keskustelu ja vertaisarviointi, joka on tieteelliselle lähestymistavalle tyypillistä. Voiko kysyä, onko Lean tieteellinen metodi?
Asiantuntijaksi voi Leanissa, samoin kuin muissa kehitystehtävissä nimetä kenet tahansa. Tätä ei säännöt aina rajaa, ainoastaan oma etiikka. Siksi on luotu erilaisia sääntöjä epävirallisesta virallisiin, joilla asiantuntiastatusta on rajattu ja rajoitettu. Jos joku nimeää itsensä lääkäriksi ilman sen vaatimaa koulutusta, se ei ole Suomessa lailla sallittua. Leanin osalta asiantuntijana voidaan pitää henkilöä, joka vähintään tuntee ja osaa ASQ:n/LEI:n kaltaisten yhteisöjen määrittelemät tieto- ja osaamiskokonaisuudet, joihin ”ammatit” perustuvat. Leanissa ei vielä (miksi?) ole yhtenäistä standardia tai edes sertifiointijärjestelmää, joka kuvaisi ja mittaisi osaamissisällön. Vertaa Six Sigma -standardiin EU SFS ISO 13053, jossa on osaamissisältö ja koulutusmäärät.
Neljä tasoa
Kuvaan seuraavana neljä selkeästi eri tasoista lähestymistä Lean-ajatteluun. Olen kuvannut nämä kolmiolla, jonka kärjessä on I -taso ja IV -taso kolmion kannassa.
Ensimmäinen taso on päämäärä. Tästä voidaan olla montaa mieltä, mutta otan tähän Leanin kulttiteoksen The Machine that Changed the World -kirjasta esitetty leanin päämäärä: arvon (value) ja virtaus (flow). Nämä samat löytyvät LEI:n nettisivuilta (Lean Enterprise Institute, lei.org) ja tukee myös systeemiajattelua. Systeemillä tulee olla päämäärä, muuten se ei ole systeemi.
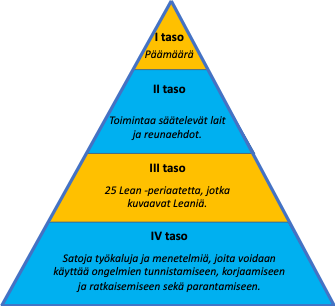
Toinen taso kuvaa systeemin käyttäytymistä sääteleviä periaatteita (varmaan jotain puuttuu, mutta olen koonnut muutamia). Tähän on koottu operaatioita kuvaavia lainalaisuuksia. Kokonaisvaltaisessa (holistessa) lähestymisessä on tärkeää käsite systeemi ja vaihtelu sekä parantamisen ja korjauksen ero*). Viimeisenä, mutta ei missään nimessä vähäisempänä on ihmisen käyttäytyminen.
*) Parantaminen kohdistuu tulevaisuuteen. Parannus vaatii stabiilisuuden, kausaliteetin ja on proaktiivista toimintaa. Korjaus on tässä ja nyt tapahtuvaa jälkikäteistä reaktiivista toimintaa.
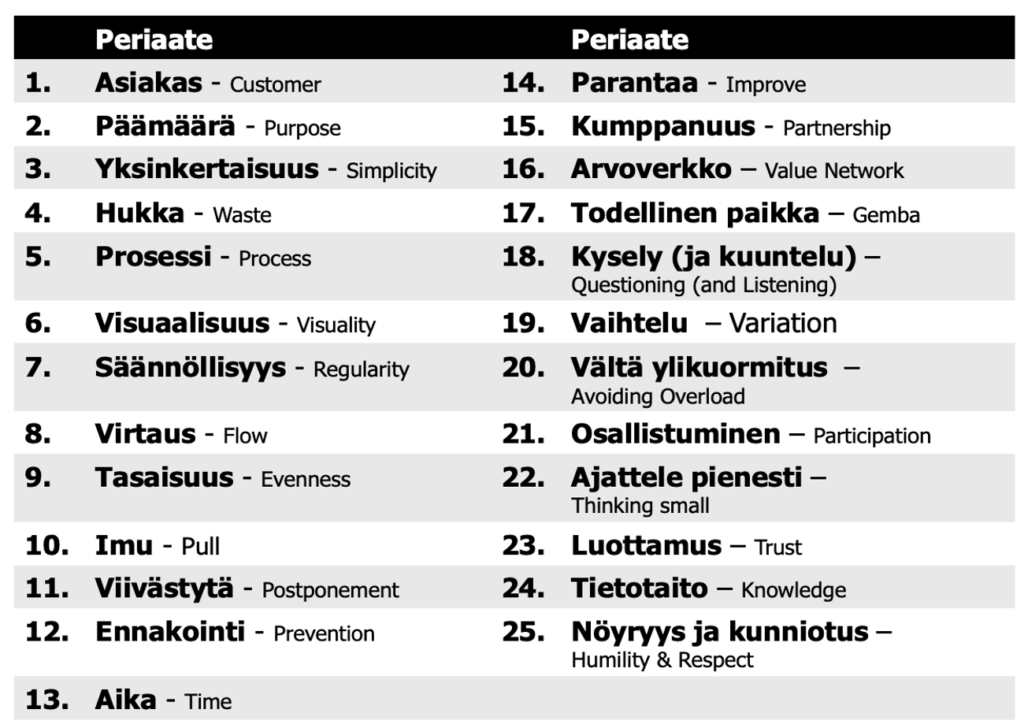
Kolmantena tasona on Lean-periaatteet. Näitä on yhteensä 25 kpl. Nämä tuovat Lean -näkökulmaa eri suunnista lähestyviä tarkasteluja. Eräällä tavalla 25 tekijää, jossa periaatteet eivät suinkaan ole suoraan toisistaan riippuvia toisistaan. Jos muutat, kehität tai tavoittelet yhtä tekijää, vaikuttaa se toisiin joko positiivisesti tai negatiivisesti.
Oleellista on, miten näistä periaatteista tehdään kokonaisuus, joka tukee yrityksen tai yhteisön päämääriä ja liiketoiminnan tavoitteita. Lean-periaatteet ovat alla olevassa taulukossa.
Neljäntenä tasona ovat työkalut. Työkalut ovat konkreettinen taso, joilla periaatteita ja niiden toteutumisastetta toteutetaan. Työkaluja en lähde tähän luokittelemaan. Osa työkaluista nostaa ongelmia, periaatteen ja sen toteutumisasteen suhteen esiin eli tunnistaa ne.
Osa työkaluista auttaa parantamaan ja kehittämään kohti tulevaisuutta. Et siis voi valita vain jotain, vaan tulee ymmärtää asia kokonaisuutena, jotta osaat ja voit lähetä soveltamaan työkaluja menestyksekkäästi ja edetä kohti asettamaasi päämäärää tai tavoitetta. Pitää muistaa, että vaikutus voi olla joko positiivinen tai negatiivinen suhteessa tavoitteeseen. Eteneminen kohti tavoitetta tarkoittaa, että sovelletaan tieteellistä menetelmää (PDSA), jossa idea ja koe ovat aina ennen analyysiä ja johtopäätöstä. Ratkaisua ei aseteta etukäteen. Kokeen tarkoituksena on todistaa syy-seuraussuhde (kausaliteetti). Ajatus ja työkalun käyttäminen ei riitä!
Kuvassa 5 on edellä mainittu Lean-kolmio, johon esitetty Lean-ajattelun tasot sekä näkökulmat ja lyhyesti tasojen sisältö. Tämä kolmio on allekirjoittaneen ajatusten luokittelu, joten tähän ei löydy lähdettä.
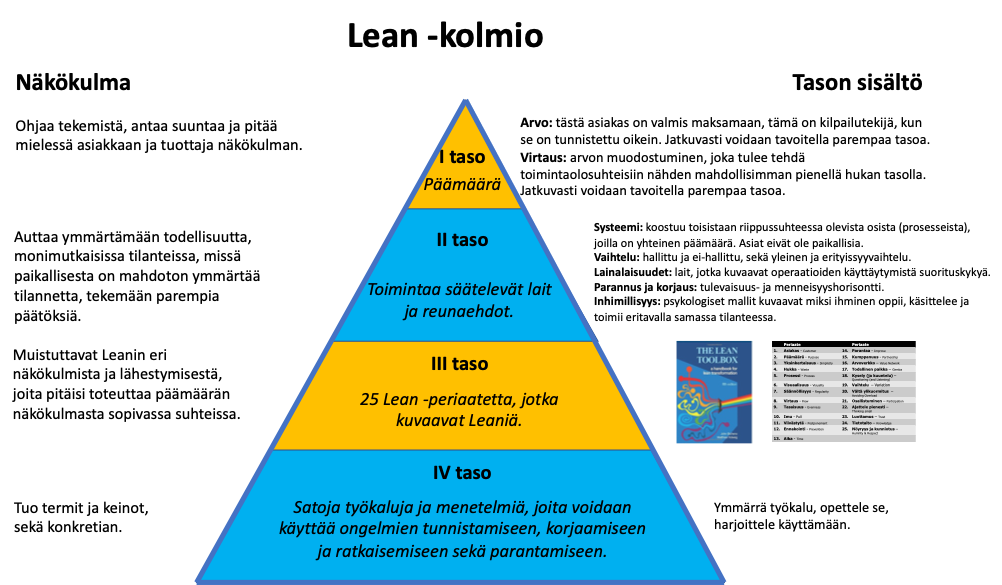
Tätä kokonaisuutta on esitetty erilaisilla kuvilla – taloilla, omenapuilla, monikulmioilla, taulukoilla jne. Tämä edellä esitetty kolmio on minun näkemykseni. Itse näkisin tämän myös pyramidina ja tähän tarvitsisi ottaa mukaan koko liiketoiminta (lisäulottuvuuksia).
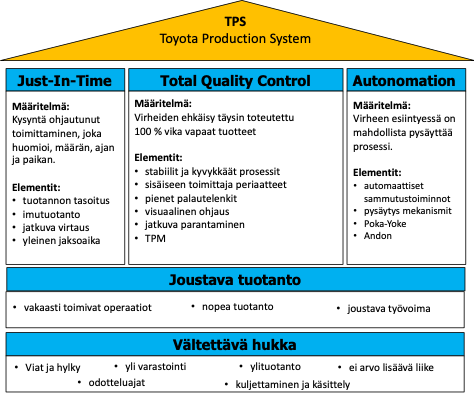
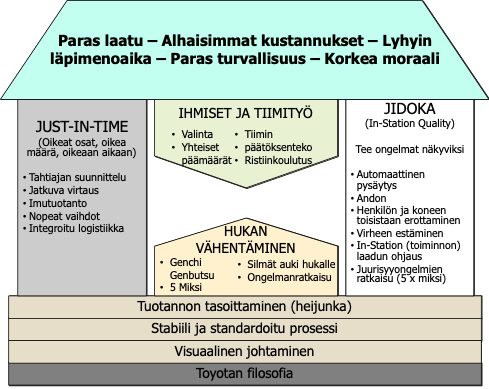
Alla olevissa kuvissa on kuvattu Lean-ajattelu perinteisemmin talona. Ylempi talo jakaa toimet neljään luokkaan ja kuvaa usein keskiössä olevan hukan (waste) vältettäväksi tekijäksi, ei päämääräksi. Alemmassa talossa on huomioitavaa, että talo on vakalla pohjalla, jossa korostetaan päämäärää (filosofia) sekä vakaata (stabiilia) tuotantoa, johon ohjataan kysyntä tasaisesti (tasoitus).
Lopuksi pari tyhmää sananpartta, joista pidän:
”Sitä mitä et tiedä, sitä et tiedä.”
”Mitä enemmän tiedät, sitä paremmin ymmärrät, että et tiedä.”
Näitä sananparsia muistutan itselleni joka päivä, ja nämä pitävät minut nöyränä, sekä korvat ja silmät auki uusien asioiden edessä. Asiat ovat todella vaikeita. Mitä yksinkertaisempana näet ratkaisun monimutkaiseen asiaan, sitä varmemmin et yleensä ymmärrä kokonaisuutta.
Työntäyteistä Lean-matkaa!
Lähteet:
- Wiendahl, H., Reichart, J. & Nyhuis, P. 2015. Handbook Factory Planning and Design. Springer.
- Manos, A., Vincent, C. 2012. The Lean Handbook – A Guide to the Bronze Certification Body of Knowledge. ASQ Quality Press. USA.
- J. Bicheno, M. Hollweg.: The Lean Toolbox, (2016)
- Jeffery K. Likert: Toyotan tapaan, 2006
- W. E. Deming: The New Economics for Industry, Covernment, Education, 1993
- Kakuro Amasaka: New JIT, New Management Technology Principle (2015)

1 kommentti aiheesta “Lean – työkalut ja muut asiat”
Kommentoi artikkelia
Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Kiitos, todella hyvä ja selkeä.