
Prosessien kuvaukset ovat keskeinen osa tavoitteiden saavuttamista sekä laatujärjestelmiä. Ne saavat yhä enemmän huomiota Suomessa ja ovat myös ongelmanratkaisun tehokkaimpia työkaluja. Miksi näin on?
Vastaus on yksinkertainen, jos ei tiedä mitä tekee, on vaikea aikaansaada mitään merkittävää! Eli, miten johtaa jos ei tiedä, mitä johtaa.
Vieressä oleva ISO 9001:2000 oleva lainaus korostaa, että meidän on tunnettava toimintamme ja pystyttävä johtamaan toimintaamme siten, että sijoitetut panokset muuttuvat mahdollisimman tehokkaasti tuotoksi. On siis nähtävä metsä puilta sekä unohdettava osaoptimointi.
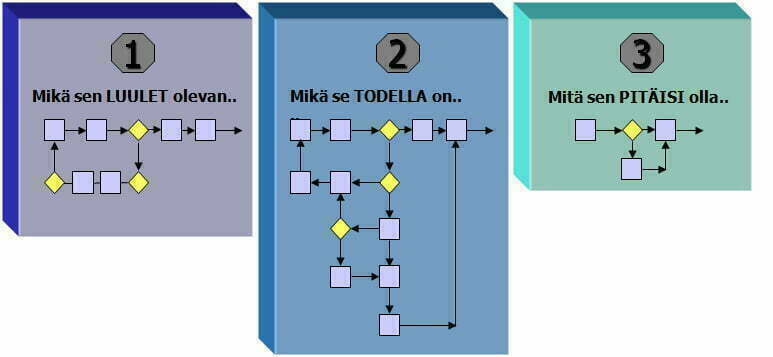
Prosessinkuvaus joko ”laatikkoleikkinä” tai vuokaaviona on hyvä apuneuvo systeemin ymmärtämiseen. Ymmärtämällä systeemiä ja sen toimintaa kykenemme ennustammaan systeemiin ehdotettujen muutosten seuraukset.
Prosessinkuvaus, vuodiagrammi, kuten myös arvovirtakuvaus antaa meille yhden arvokkaan johtamisen elementin. Alla oleva kirjapainon prosessinkuvaus kertoo meille konkreettisesti mistä saamme mittareita toimintamme tason selvittämiseen. Samalla prosessinkuvaus antaa meille luonnolliset ja oikeat mittarit, mittauskohdat löytyvät laatikoiden välistä.Yhden hyvän viitekehyksen prosessikuvauksen ja VSM:n paikantamiseksi liikkeenjohdon kehykseen antaa standardi ISO 9001:2000 lausuessaan seuraavaa:
”Toimiakseen vaikuttavasti organisaation tulee tunnistaa ja johtaa useita toisiinsa liittyviä toimintoja. Toiminta, jossa käytetään resursseja ja jota johdetaan siten, että se mahdollistaa panosten muuttamisen tuotoksiksi, voidaan käsittää prosessiksi. Usein yhden prosessin tuotos muodostaa suoraan panoksen seuraavalle prosessille.”
Prosessijärjestelmän soveltamista organisaatiossa, prosessien ja niiden vuorovaikutusten tunnistamista sekä prosessien johtamista voidaan kutsua ”prosessimaiseksi toimintamalliksi”. Prosessimaisen toimintamallin etuja on, että se mahdollistaa prosessijärjestelmän toisiinsa liittyvien yksittäisten prosessien, niiden yhdistelmien ja vuorovaikutusten jatkuvan ohjauksen. Tällaisen toimintamallin käyttö laadunhallintajärjestelmässä painottaa:
a) vaatimusten ymmärtämistä ja täyttämistä
b) tarvetta ottaa huomioon prosessien kyky tuottaa lisäarvoa
c) prosessien suorituskyvystä ja vaikuttavuudesta saatavia tuloksia
d) prosessien jatkuvaa parantamista objektiivisten mittausten perusteella.
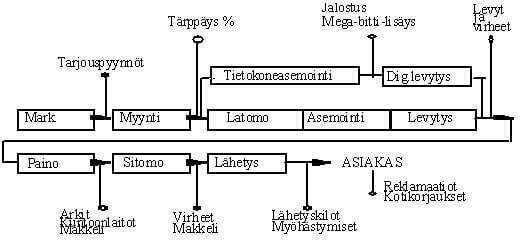
Yllä olevassa prosessinkuvauksessa on yksi huomionarvoinen seikka. Liian usein kuvitellaan prosessin olevan yksioikoinen polku alusta loppuun. Prosessissa voi olla, ja usein onkin, rinnakkaisia polkuja, joissa sama asia suoritetaan eritavoin. Yllä on rinnakkaispolkuna digitaalinen asemointi ja levytys perinteisen ladonnan, asemoinnin ja levytyksen rinnalla.
Kuvan tarkoituksena on kiinnittää huomiomme siihen, että ennen yksityiskohtiin uppoutumista on meidän nähtävä päälinja. Päälinja muodostuu usein ainakin osittain ns. funktioista, jotka ovat liittyneet toisiinsa toimittaja-asiakassuhteena.
Sitten, kun olemme saaneet kuvatuksi päälinjan (ns. superputken), voimme ottaa käsiteltäväksi yksityiskohtia. Liian usein sorrutaan siihen, että lähdetään kuvaamaan yksityiskohtia ja ryhdytään väittelemään niiden järjestyksestä kokonaisuudessa. Pidä kuvaus niin yksinkertaisena että ymmärrät sitä ja mikä tärkeintä sinulla on oltava näkemys tai mieluummin tieto siitä, mikä on ideaalinen ja tehokas prosessi. Mietipä: vähän vaiheita, paljon vaiheita (laatikoita), suora ”putki”, paljon haaroja.
Usein prosessinkuvaus esitetään ns. uimaratakaaviona, missä kuvataan paitsi toimintaketjun eteneminen myös se kuka asioihin koskee ja missä välissä. Tämä kuva kertoo yleensä ”synkän totuuden” Mieti, miten olisi muutettava!
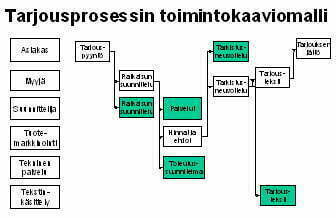
Yllä oleva ns. uimaratakaavio on malli, joka tuo lisätietoa prosessin kulkuun ja suo mahdollisuuden tarkastella mahdollisia pullonkauloja paremmin kuin pelkkä superputkimalli.
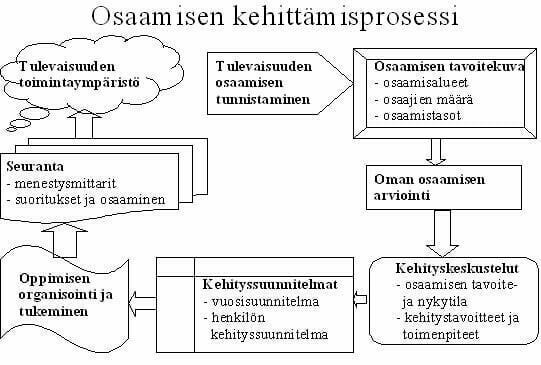
Prosessin kuvaaminen voi saada erilaisia muotoja kuten yllä oleva yhden todellisen organisaation osaamisen kehittämisprosessin kuvaus osoittaa. Myös siitä löytyy ne välipaikat, joihin on järkevää asettaa mittareita asioiden tilan toteamiseksi.
Kun syvennämme tietoamme prosessistamme, voi olla järkevää edetä käyttämään vuokaaviomallia kaikkine symboleineen. Näin voimme ehkä paremmin seurata asioiden kulkua, etenkin silloin kun joudumme palaamaan tekemisessämme johonkin aikaisempaan vaiheeseen esimerkiksi puutteen korjaamiseksi.
Prosessinkuvaus on myös toiminnan kehittämisen väline. Kun ensin kuvaamme nykytilan koko raadollisuudessaan, on meillä tarkka tieto siitä miten nyt toimimme, mutta myös tieto kannattavuudestamme. Kun sitten kuvaamme, miten haluaisimme toimia ja panemme nämä kaksi kuvausta päällekkäin, näemme sen missä meillä on kehitys- tai parannusmahdollisuuksia.
Prosessinkuvaukseen voimme liittää myös erilaista tietoa siitä, miten kauan kukin vaihe kestää, paljonko on työn alla olevaa tuotantoa jne.
Arvovirtakuvaus (VSM, Value Stream Mapping)
Edetessämme parannuksen ketjussa on meillä käytettävänä työkalu, joka tavanomaista prosessinkuvausta paremmin antaa meille tietoa toiminnastamme ja siihen liittyvistä kehitysmahdollisuuksista. Sen nimi on Value Stream Mapping (VSM) eli arvovirtakuvaus, joka tuli julkisuuteen vuonna 1998 nykyisin klassikkona pidetyn kirjan Rother, Shook: Learning to See myötä. Kirjasta on nyttemmin otettu uudistettuja painoksia, viimeisin vuodelta 2003.
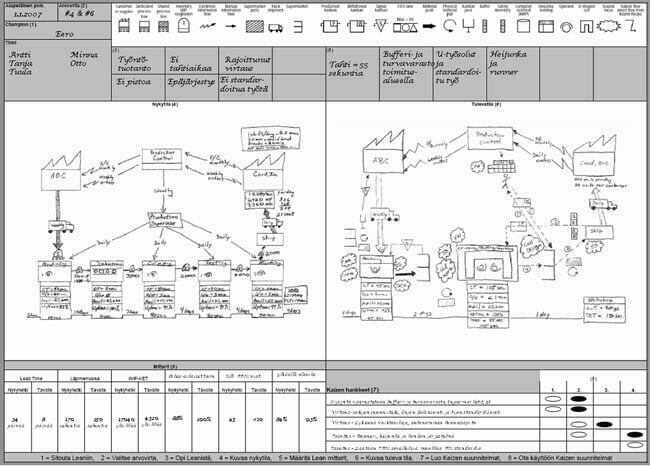
Arvovirtakuvauksessa käytetään kuvauspohjaa, johon kuvataan informaatio ja fyysinen tuotanto- tai palveluprosessi siten kuin se nyt toimii, kaikkine heikkouksineen ja kummallisuuksineen. Lomakkeeseen merkitään myös numeeriset tiedot nykytilasta sekä tavoitetilasta. Toisena osana kuvataan tuleva tila, missä toimintaketjua on kehitetty ja saatu parannuksia aikaan. Lomakkeeseen kirjataan myös parannusehdotukset kohtaan ”Kaizen-hankkeet”.
Alempana on kuvattu yhden organisaation VSM.
VSM suo meille mahdollisuuden ryhtyä systemaattisesti keräämään tietoa prosessista ja analysoimaan sitä sekä asettamaan kehittämistavoitteita. Itse asiassa emme voi edetä VSM:ssä keräämättä uudenlaista tietoa nykyisistä prosesseistamme. Uudenlainen tieto on mm:
- Käytettävissä oleva kokonaisaika per vuoro
- Säännöllisesti suunnitellut alasajot, kuten lounaat, tauot, jne., jotka vähentävät käytettävää aikaa
- Käytettävissä oleva kokonaistuotantoaika (tauot ja muut suunnitellut säännölliset alasajot vähennetty)
- Toimitusaikataulut
- Osien määrä per toimituserä
- Toimitettavien osien määrä per kuukausi, viikko, päivä
- Läpimenoaika
- Vaihtoajat
- Keskeneräisen työn määrä – WIP
- Odotettavissa oleva uudelleen työ
- Luotettavuusmittarit – esim. MTBF (keskimääräinen aika vikojen välillä), ylösoloaika, OEE
- Ennaltaehkäisevä kunnossapidon aikataulu (tärkeää, koska ne voivat vähentää käytettävissä olevaa aikaa)
- Operaattoreiden lukumäärä
- Todellinen eräkoko
- Ekonominen eräkoko (ekonominen tilausmäärä)
- Vuoron vaihdot prosessissa
- Linjanopeus
- Jakelut tuotannon virtauksessa
VSM vie meitä kohti LEAN-tuotantoa, koska sen avulla voimme virtaviivaistaa työnkulkujamme. Meillä on valittu prosessi eli arvovirta, jota kuvaamme ja josta olemme tunnistaneet uudet mittarit, joilla voimme arvioida uudesta näkökulmasta toimintaamme.
Sitoutuessamme lähtemään VSM-tielle on meillä työkaluinamme nykytilan kuvaus, kuvaus tulevaisuuden tilasta, mittarit sekä parannussuunnitelma eli Kaizen -suunnitelma.
Puuttuu vain, että ryhdymme toimimaan kehittämämme prosessinkuvauksen eli VSM:n mukaan.
Alla on kuvattu yksi VSM-suunnitelma kaikkine elementteineen.
Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.